КОЛЕНЧАТЫЙ ВАЛ, МАХОВИК, КОРЕННЫЕ И ШАТУННЫЕ ВКЛАДЫШИ, МАНЖЕТЫ КОЛЕНЧАТОГО ВАЛА автомобиля "Таврия" ЗАЗ-1102 ( ЗАЗ - 1102 )
к оглавлениюпредыдущая страницаКОЛЕНЧАТЫЙ ВАЛ, МАХОВИК, КОРЕННЫЕ И ШАТУННЫЕ ВКЛАДЫШИ, МАНЖЕТЫ КОЛЕНЧАТОГО ВАЛА автомобиля "Таврия" ЗАЗ-1102
Коленчатый вал двигателя полноопорный , отлит из специального высокопрочного чугуна. Номинальный диаметр коренных шеек вала 50 мм, а шатунных — 45 мм, для повышения износостойкости рабочие поверхности коренных и шатунных шеек закалены токами высокой частоты на глубину 2...3 мм. Коленчатый вал динамически отбалансирован (допустимый дисбаланс не превышает 15 г . см).
В теле вала просверлены масляные каналы, масло к шатунным шейкам подается от 1, 2, 4 и 5-й коренных шеек. Технологические выходы сверлений заглушены завернутыми в них пробками.
Диаметральный зазор между коренными шейками вала и их вкладышами составляет 0,040...0,089 мм, что обеспечивает циркуляцию масла и безударную работу соединения без выдавлевания слоя смазки.
Осевая фиксация коленчатого вала производится упорным полукольцами 21 , установленными в торцах гнезда подшипника 3-й коренной шейки в блоке. Осевой зазор в этом соединении равен 0,054...0,306 мм.
На переднем носке коленчатого вала
находится ведущий шкив 5 привода газораспределения и шкив 13 ременной передачи на генератор. Оба они устанавливаются на сегментной шпонке 2 и затягиваются гайкой 3 на торце. Шкив снабжен меткой для
установки зажигания и регулировки клапанных зазоров. Носок коленчатого вала уплотнен манжетой 11,
которая запрессована в корпус масляного насоса 7.
Задний фланец коленчатого вала уплотнен манжетой 2, установленной в держатель 3 манжеты. На заднем торце коленчатого вала к фланцу болтами закреплен маховик. Проверка состояния коленчатого вала. Снятый с двигателя коленчатый вал тщательно промойте, выверните пробки 2 масляных каналов шатунных шеек и очистите внутренние масляные полости.
Продуйте их сжатым воздухом. Осмотрите состояние коренных и шатунных шеек коленчатого вала на отсутствие грубых рисок, натиров, следов прихвата или повышенного износа, а также состояние резьбы во фланце для болтов крепления маховика — она не должна быть деформирована; проверьте, нет ли трещин на фланце коленчатого вала, у резьбовых отверстий.
Проверьте сохранность резьбы под гайку крепления шкива генератора.
При нормальном состоянии коленчатого вала по результатам осмотра его годность к дальнейшей эксплуатации определяется замером коренных и шатунных шеек.
Произведите замеры шеек коленчатого вала в двух взаимоперпендикулярных плоскостях по двум поясам на расстоянии 1/4 общей длины шеек. Полученные размеры сопоставьте с размерами коренных и шатунных подшипников. Если зазоры в коренных и шатунных подшипниках не более 0,12 мм, а овальность и конусность шеек не превышает 0,01 мм (овальность и конусность шеек нового коленчатого вала не более 0,005 мм), коленчатый вал может быть оставлен для дальнейшей эксплуатации со старыми подшипниками. 0 критериях замены вкладышей шатунных подшипников сказано ниже.
Если зазоры в коренных и шатунных подшипниках близки к предельно допустимым, но размеры шеек не менее: коренных 49,974 мм, шатунных — 44,974 мм, коленчатый вал может быть оставлен для дальнейшей эксплуатации с новыми коренными и шатунными подшипниками. При первой смене коренных и шатунных подшипников обычно устанавливают подшипники номинального размера.При износе коренных шеек коленчатого вала до размера менее 49,974 мм, шатун- ных шеек — до размера 44,974 мм или при существенных дефектах по визуальному осмотру коленчатый вал подлежит замене или ремонту.
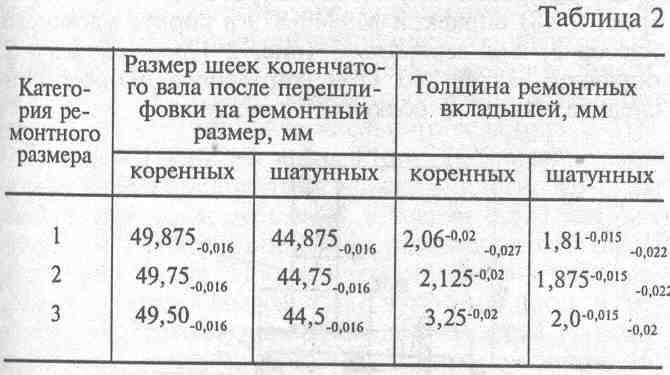
Ремонт коленчатого вала заключается в перешли фовке коренных и шатунных шеек с уменьшением на 0,125, 0,25 и 0,5 мм против номинального размера (табл. 2).
При этом перешлифовывать следует все коренные либо все шатунные шейки.
Размеры между щеками должны быть: второй и четвертой коренных шеек (24 + 0,105) мм, между щеками средней коренной шейки (28 + 0,026) мм, между щеками шатунных шеек (23 + 0,10) мм.
Радиус галтелей для всех коренных шеек выдержат 2,5 -0.2 мм, для шатунных шеек — 2,7 -0.3мм.
После обработки все каналы очистите от стружки и промойте.
Обработанные шейки коленчатого вала должны соответствовать следующим условиям: шероховатость поверхности должна быть не выше 0,32 мкм; отклонение от параллельности осей шатунных шеек вместе с отклонениями от геометрической формы при опоре на крайние коренные шейки не должна превышать 0,04 мм на длине 100 мм; конусообразность, бочкообразность, седлообразность, овальность и огранка поверхностей коренных и шатунных шеек не должна превышать 0,005 мм; биение второй, третьей и четвертой
шеек при установке на крайние коренные шейки не должно превышать 0,03 мм.
Если в результате перешлифовки диаметры шеек коленчатого вала уменьшены и вкладыши ремонтного размера окажутся непригодными, то при очередном ремонте необходимо собрать двигатель с новым валом. Для такого случая в запаные части поставляестя колен чатый вал без маховика, отбалансированный динамически ( допустимый дисбаланс не более 15 г. см).
Маховик отлит из чугуна, на коленчатом валу установлен на фланце и крепится через шайбу 7 (рис. 2-46) шестью болтами 8, один из которых смещен. На маховике установлен штифт 3 (рис. 2-47) подачи импульса на диагностический датчик ВМТ и напрессован стальной зубчатый обод 9 .
Маховик динамически балансируется, допустимый дисбаланс должен быть не более 10 r . см.
Проверка состояния маховика заключается в про- верке: плоскости прилегания ведомого диска сцепления; состояния ступицы и зубчатого обода.
Плоскость прилегания ведомого диска должна быть гладкой без рисок и задиров, незначительные риски прошлифуйте, шероховатость поверхности не должна быть хуже 2,5 мкм. Биение указанной плоскости в сборе с коленчатым валом не более 0,10 мм на крайних точках.
Проверьте ступицу маховика, при наличии трещин маховик замените.
Проверьте состояние зубчатого обода маховика. При наличии забоин на зубьях — зачистите их, а при значитель- ных повреждениях — замените обод маховика.
Перед напрессовкой нагрейте обод до температуры 200...230' С, затем установите фаской на внутреннем диаметре и напрессуйте до упора. Биение зубьев обода допускается не более 0,7 мм. Вкладыши коренных подшипников — тонкостенные, сталеалюминиевые, с радиальными отверстиями для прохода масла. Верхние и нижние вкладыши каждого подшипника одинаковы (для исключения возможнос- ти проворачивания имеют усы).
Вкладыши 1, 2, 4 и 5-го подшипников (ширина 17,76...18,0 мм) имеют на внутренней поверхности кольцевые канавки для непрерывной подачи масла к шатунных шейкам.
Вкладыши 3-го коренного подшипника такой канавки не имеют и отличаются большей шириной (21,76...22,0 мм). Вкладыши шатунных подшишшков — тонкостенные, сталеалюминиевые. Верхние и нижние вкладыши вза- имозаменяемы (для исключения проворачивания на них выполнены усы). Проверка и замена вкладышей коренных и шатунных подшипников. При решении вопроса о необходимости замены вкладышей подшипников следует иметь в виду, что диаметральный износ вкладышей и шеек коленчатого вала не всегда служит определяющим критерием.
В процессе работы двигателя в антифрикционный слой вкладышей вкрапливается значительное количество твердых частиц (продуктов износа, деталей, абра- зивных частиц, засасываемых в цилиндры двигателя с воздухом и т.п.).
Поэтому, такие вкладыши, имея часто незначительный диаметральный износ, способны вызвать в дальнейшем ускоренный и усиленный износ шеек колен- чатого вала. Следует также учитывать, что шатунные подшипники работают в более тяжелых условиях, чем коренные. Интенсивность их износа несколько превышает интенсивность износа коренных подшипников. Таким образом, к решению вопроса о замене вклады- шей необходим дифференцированный подход в отношении коренных и шатунных подшипников.
Во всей случаях удовлетворительного состояния поверхности вкладышей коренных подшипников критерием необходимости их замены служит величина диаметрального зазора в подшипнике.
При оценке состояния вкладышей следует иметь в виду, что поверхность антифрикционного слоя считается удовлетворительной, если на ней нет задиров, выкрашиваний антифрикционного сплава и вдавленных в сплав инородных материалов.
Для замены изношенных или поврежденных вкладышей в запасные части поставляются вкладыши коренных и шатунных подшипников номинального и трех ремонтных размеров (табл. 2) комплектно (в количестве, необходимом на один двигатель).
Вкладыши ремонтных размеров отличаются от вкладышей номинального размера уменьшенным на 0,125, 0,25, 0,5 мм внутренним диаметром. Наружный диаметр всех вкладышей одинаков. Коренные подшипни- ки и вкладыши шатуновремонтныхразмеровустанавливаются только после перешлифовки шеек коленчатого вала. Коренные подшипники рекомендуется ме- нять все одновременно, чтобы избежать повышенного прогиба коленчатого вала. При замене коренных под- шипников необходимо проследить за правильной установкой вкладышей, совпадением отверстия для подвода смазки.
После замены вкладышей как с одновременной перешлифовкой шеек коленчатого вала, так и без нее следует обязательно проверить диаметральный зазор в каждом подшипнике. Это позволит проверить правильность выбора вкладышей и подшипников.
Проверить диаметральный зазор в подшипнике можно измерением шейки коленчатого вала, вкладышей (в паре) данного подшипника и подшипников с последующими несложными расчетами.
Диаметр коренных подшипников и подшипников нижней головки шатуна измеряют при вложенных, вкладышах и затянутых с необходимым усилием болтов. Примечание. Для замера внутреннего диаметра ни- жней головки шатуна с вкладышами его необходимо собрать на оправке диаметром 45 О.о, мм.
Диаметральные зазоры между шейками коленчатого вала и подшипниками должны находиться в пределах 0,040...0,089 мм для коренных подшипников и 0,030...0,076 мм для шатунных.
Тонкостенные сменные вкладыши коренных и шатунных подшипников коленчатого вала изготовлены с высокой точностью. Требуемая величина диаметраль- ного зазора в подшипнике обеспечивается толькс надлежащими диаметрами шеек коленчатого вала, Поэтому вкладыши при ремонте двигателя меняют бе каких-либо подгоночных операций и только попарно. замена одного вкладыша из пары не допускается. Из сказанного также следует, что для получения требуе- мого диаметрального зазора в подшипнике запрещается спиливать или пришабривать стыки вкладышей или крышек подшипников, а также устанавливать про- кладки между вкладышем и его посадочным местом.
Невыполнение указаний приводит к нарушению правильности геометрической формы подшипников, ухудшению теплоотвода от них и ускоренному отказу вкладышей в работе. Проверка состояния манжет коленчатого вала
После длительной эксплуатации двигателя манжеты, как правило, требуют замены. В случае разборки двигателя с малым пробегом, но требующим снятия коленчатого вала, манжеты тщательно осмотрите.
При наличии на рабочей кромке даже незначительных трещин или надрывов, следов отслоения от арматуры, затвердевания материала или деформации - манжеты замените. Перед запрессовкой манжет в корпус масляного насоса и держатель наружную поверхность манжет смажьте герметизирующей пастой .
Не допуская перекоса запрессуйте манжету 2 оправкой М9840-879 в корпус масляного насоса 3, а в держетль 3 — манжету 2 оправкой М9840-880. При запрессовке манжет про- следите, чтобы не соскочили пружины.
После запрессовки манжет в держатель и корпус масляного насоса рабочую кромку смажьте смазкой (Литол-24).